Shopping Cart
There are no more items in your cart
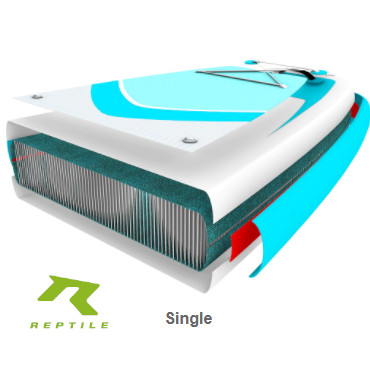
Light Layer Dropstitch
It is a simplified structure. The Light Layer Dropstitch involves just a layer of outer material with the taut woven threads directly incorporated onto it.
Yarns woven directly onto the outer layer. In Light Layer Dropstitch, the taut woven threads are directly sewn or glued onto the top surface of the layer of PVC or similar material which forms the outside of the board.
The air chambers are formed between the outer layer with the stretched woven threads and another layer of material. When the board is inflated, the air chambers expand, and the taut woven threads create tension between the layers, giving the board stiffness.
Performance and stiffness. Although the Light Layer Dropstitch is a simplified version compared to the Fusion and Woven Dropstitch, it can still offer good stiffness and stability, especially in the Entry level sector.
The I-Ufo Zero are built with this technology.
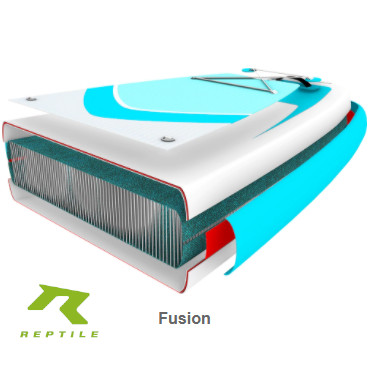
Fusion Layer Dropstitch
Double layer structure. Unlike the Light Layer Dropstitch, two layers of PVC outer material are used in the Fusion Layer Dropstitch, but with one key difference. One of the two layers contains small holes.
Thermal fusion. The outer layers are placed together so that the holes in the top layer match the spaces between the tautly woven threads of the bottom layer. Next, heat and pressure is applied, fusing the layers together through the holes and between the woven threads.
Inner tubes and woven threads. During the inflation process, air chambers are created between the fused outer layers. The presence of the woven threads stretched between the layers contributes to the structural rigidity of the inflated board.
Stiffness and strength. The thermal fusion of the two layers through the taut woven threads increases the structural cohesion of the board. This leads to an improvement in the stiffness and overall strength of the inflatable board.
The I-Ufos are built with this technology.
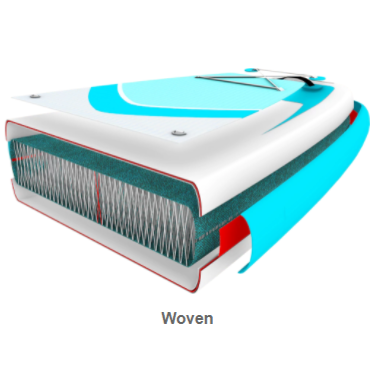
Woven Dropstitch
Cross-woven structure. In Woven Dropstitch, the threads woven taut within the traditional Dropstitch structure are no longer arranged in a parallel fashion, but are woven into a cross-weave structure. This creates a three-dimensional network of threads that criss-cross each other.
Cross weaving and resistance. The intertwining of the woven threads creates a stronger and stronger structure, as the threads support each other more effectively. This increases the resistance to expansion of the air chambers when the board is inflated and contributes to greater structural rigidity.
Stiffness and performance. The cross-woven structure significantly improves the rigidity and stability of the inflatable board. This can translate into better performance in terms of control, speed and handling.
Duration. The interweaving of the woven threads also contributes to the overall longer life of the board. The sturdier structure is less susceptible to damage and wear and tear over the course of use.
The i-Ufo Pro are built with this technology.

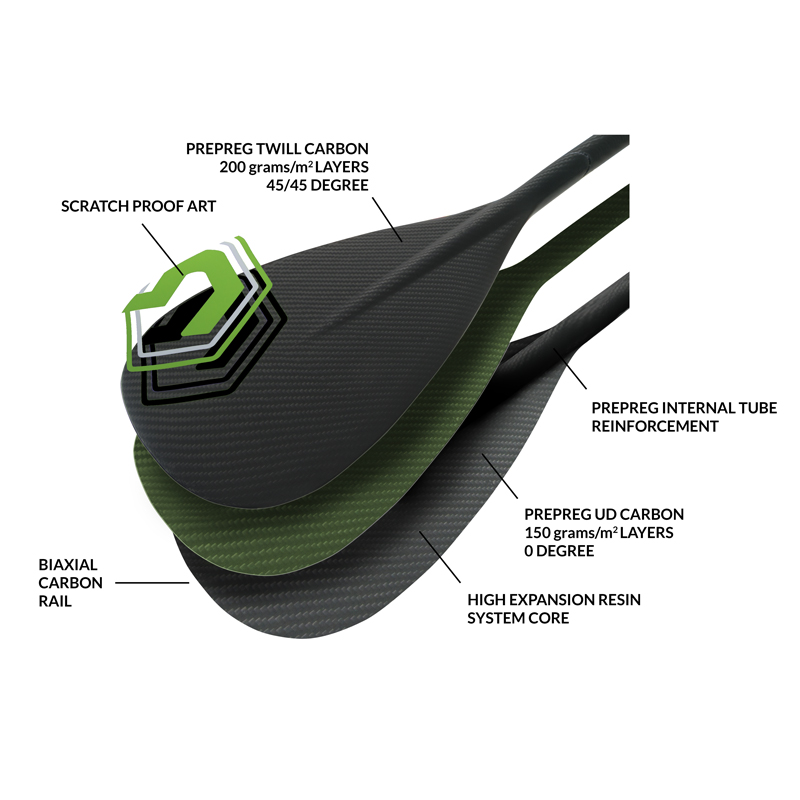
T700 HS Carbon Fibre
(230-240 GPa / 4000-5000 MPa)
A Reptile paddle must function perfectly and resist even the most extreme conditions. This is why Reptile Sports uses T700 carbon fiber, which has high tensile strength values (greater than 4000 MPa) and standard Young's modulus values (around 240 GPa). To give an idea, the value of steel is 21GPa.
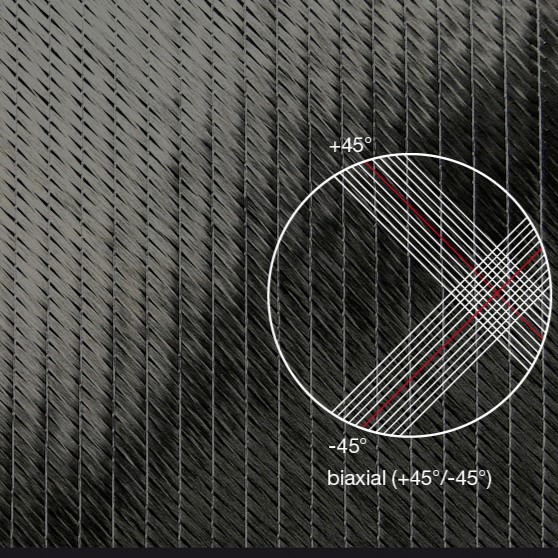
0/90° CBX- Biaxial Stitched
The exclusive CBX is the meeting and union of two unidirectional fibers through a precise stitching process, which ensures an increase in mechanical properties of over 20%. Unlike the braided fibers of the TWILL and PLAIN materials, the parallel, non-curled fibers of the CBX withstand the strain much better immediately after undergoing a load. Furthermore, stress points found at the intersection of commonly intertwined fibers are eliminated.
Epoxy Resin Matrix
Reptile Sports' selected supply chain of raw material suppliers has developed a special Epoxy Resin Matrix for its Windsurf masts and paddles, in order to guarantee their beauty, resistance and functionality over time even in the most adverse conditions. The strength of the bond between the resin and the Carbon Fiber is the secret and success of all the pre-impregnated materials used by Reptile Sports.
The production of a paddle begins with the choice of raw material. We use T700 and T800 pre-preg fiber with a resin percentage of 34%, which is spread on a very modern cutting plotter that cuts the leather to perfection. Any possible human error is thus eliminated. The pre-preg carbon fiber skins are then wrapped onto the mould, following precise lamination planes which give the structure strength, flexibility, rigidity and correct curvature. The orientation of the fibers is automatically controlled. Cheaper construction methods such as Filament Winding do not allow the fibers to be oriented at zero degrees and also cannot control that the percentage of resin is the same along the entire carbon tube. A special heat-shrink film is wrapped around the fibers of the paddle, in order to eliminate any air bubbles and imperfections, preventing the resin from "escaping" during the curing phase.

It's time to turn on the autoclave, we need pressure to consolidate our laminate and heat to start and maintain the cure cycle. Reptile Masts uses one of the most sophisticated autoclaves with integrated vacuum system, digital control of temperature and pressure and recording of the treatment cycle. The shafts are brought to a temperature of 125°C and a pressure of 7 Bar; Thanks to this technology, extremely high quality laminates are obtained, with thickness control that is impossible to match with other production techniques. Once the autoclave cure cycle is completed, the mold is removed and the shaft is finished and cleaned. Finally, the correct stiffness of the tube is measured.
You thought building a paddle was child's play? For starters, it takes 5k for each blade mold. Want three blade sizes? 15k, man. Then a nice CNC cutter to shape the internal core: 25 K.
Finally, some materials to bring the Cobra paddle to life!